Texte de
la présentation de Christian JOLY le 14 Octobre 2004.
Trente ans
de GCOS7
C’est à la fois un bonheur et un honneur de
pouvoir évoquer ensemble les grands moments du programme GCOS7. Vingt minutes
allouées pour ce tour d’horizon m’obligeront à des raccourcis saisissants. J’ai
donc pris le parti, à travers cette grande aventure technique et humaine, de
montrer comment la technologie a influencé nos organisations, notre métier, et
notre vie durant ces trente dernières années.
Note: le texte de Christian Joly a été remis en forme pour
permettre sa consultation dans un navigateur HTML. Les diapos et les
photographies présentées peuvent être observées en cliquant sur les miniatures
dans le texte. Elles sont ouvertes dans des fenêtres séparées et doivent être
fermées manuellement au gré du lecteur. Les images sont optimisées pour un
format d'écran 1024x768.
La Technologie
Les choix technologiques relatifs au Sous Système
central ont toujours fait l’objet de violentes empoignades au sein de la
Compagnie. Pourquoi?
Parce que, tout simplement, ces choix déterminent:
la performance, la fiabilité, le coût des systèmes et par conséquent leur
avenir commercial.
Parce qu’il doivent être décidés de façon
prématurée par rapport à l’évolution technologique de l’industrie, compte tenu
du fait que trois ou quatre ans s’écoulent entre le choix d’une technologie et
la première livraison en clientèle du système.
Il faut donc prendre des risques pour être sur le
marché en phase avec la compétition et, surtout, se garder de choisir une
technologie mature à l’époque du choix, mais devenue totalement obsolète à
l’époque de la livraison. Il importe aussi que, quand une décision est prise
au niveau du Comité Exécutif, l’ensemble de la Compagnie fasse en sorte que la
décision prise devienne une bonne décision.
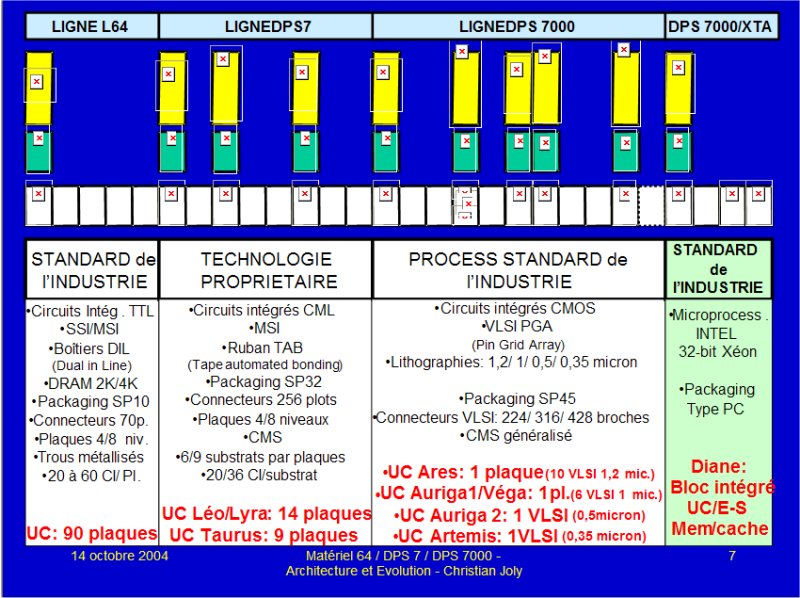
Quand, de 1974 à 1992, la taille du processeur
central est passée de 90 plaques, soit l’équivalent de 5 M2 de circuits
imprimés équipés, à une seule puce de silicium de 2,25 Cm2, et que dans le
même temps la puissance de calcul s’est accrue d’un facteur 1000, vous
comprendrez aisément qu’il s’est passé quelque chose dans l’évolution de
nos métiers ainsi que dans le profil et le nombre des
contributeurs. C’est ce que nous allons voir.
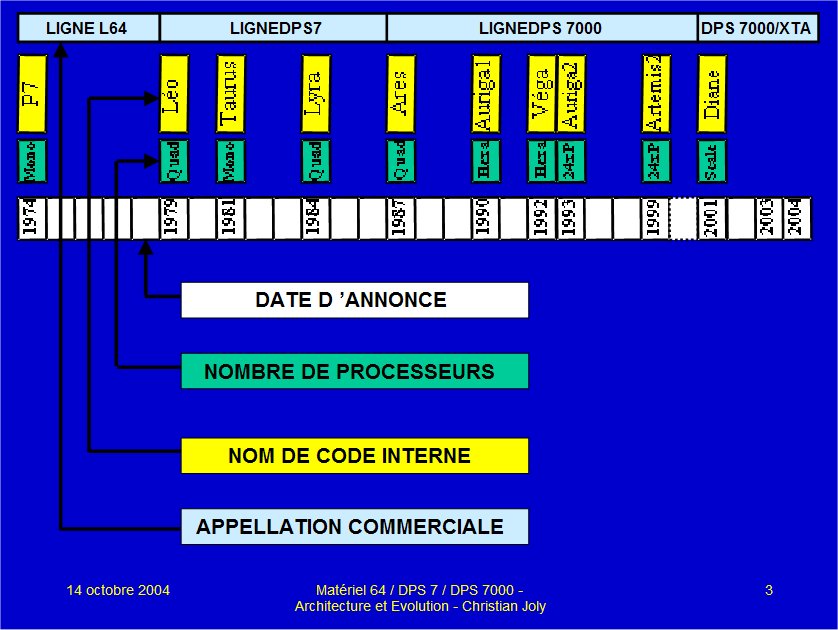
Pour mon exposé, j’ai choisi le canevas
présenté où les différentes lignes correspondent respectivement à:
Le P7 a été conçu en version monoprocesseur.
Puissance du processeur : 250 Kop/s
64/60 sous-système central et console
Level 64
P7 a été le premier système de BULL utilisant
exclusivement des circuits intégrés. La technologie de commutation choisie a
été la TTL, un standard de l’industrie.
Lithographie d’une puce TTL
Lithographie agrandi d’une puce TTL (1968)
Différents types de boîtiers TTL dits « Dual In Line
packages » (DIL) ; 14, 16, … 24, 48 plots. Certains
boîtiers ont été ouverts pour montrer la puce TTL à l’intérieur. (L64
1974)
détail d’une plaque SP10 équipée, montrant les boîtiers TTL
Dual In Line (DIL).
Cette technologie présentait un faible niveau
d’intégration. Le consensus TTL s’est imposé, les débats ont porté seulement sur
le choix de la source d’approvisionnement: Motorola ou Sylvania.
La technologie mémoire a été la DRAM avec dans un
premier temps des boîtiers d'abord de 1K bits
Lithographie grossie d’un chip DRAM 1Kbit ( 1974)
Intérieur du boîtier d'un chip DRAM 1Kbit(1974)
Plaque mémoire SP10 du système L64, équipée de chips DRAM de 1
Kbit. (1974)
puis de 4K bits ,
Lithographie agrandie d’un chip DRAM 4Kbit (L64
1976)
Intérieur du boîtier DIL DRAM 4K bit (L64 1976)
Plaque mémoire SP10 du système L64, équipée de chips DRAM de 4
Kbit. (1976)
une version 2K bits n’ayant été utilisée que sur les
systèmes distribués sur le marché US.
Le packaging, technique d’assemblage des différents
composants, avait une part importante dans la réalisation du système du fait de
son poids dans la fiabilité et le prix de revient du système.
Les interconnexions électriques étaient réalisées
par :
le connecteur SC10 étudié et réalisé par
Bull, En bleu : Connecteur SC1 à lyres 88 plots En rouge : Connecteur
24 plots pour Internal External Cabling Au fond: Bande d’usinage en
continu des contacts/ Lyres en bronze phosphoreux. Nota : La réalisation de
l’outil de découpe a permis à un maître outilleur de Bull Anjou de se voir
décerner en 1967 le titre de meilleur ouvrier de France.
la connexion enroulée sur les broches des fonds de
panier
les circuits imprimés 4 & 8 couches.
Circuit imprimé nu SP10 du système L64 (1974)
Plaque SP10 équipée de boîtiers « Dual In Line » (DIL) TTL,
avec un connecteur de raccordement au fond de panier et des connecteurs
en face avant pour les liaisons dites « Internal External Cabling »
(IEC)
Plaque SP10 de la mémoire de contrôle du système L64, équipée
de boîtiers DIL PROM.
Le packaging mobilisait des forces de développement
importantes : implanteurs, mécaniciens, thermiciens,…
Il est important de ne pas oublier les différentes
servitudes :
alimentations
poste de maintenance
refroidissement,…
ainsi que le volume de
circuits dédiés uniquement au diagnostic au niveau de la plaque en cas de panne
en clientèle.
L’unité centrale de P7
comportait 90 plaques de commutation enfichées dans trois paniers montés dans
une ossature en mode page refroidie par air.
Maquette montrant, en coupe, l’assemblage SP10. du système L64
(1974)
« Card Cage » SP10 montrant le mixage de cartes SP10 simple et
double format. (1968)
La mise au point des
prototypes et des avant-série effectuée par une équipe de spécialistes dont
c’était le métier, s’appuyait sur les outils suivants :
listes de sonnage
bit patterns de test des circuits imprimés
opérations élémentaires (OPELS)
puis des tests de plus en plus complexes jusqu’au fameux
« GCOS READY » qui indiquait que le système était prêt à tourner les
premiers programmes client.
Les modifications
nécessaires au cours de la mise au point étaient possibles et réalisées par des
coupures de circuit imprimé, des ponts en fils soudés( straps) et des
changement de connexions enroulées sur les fonds de paniers.
Elle est constituée du système LEO et de sa version
compacte LYRA d’une puissance processeur de 1,1 Mip/s et du système TAURUS de
500 Kop/s.
La technologie de commutation utilisée a été la
CML associée au Micropackaging.
Le choix définitif en a été fait en 1976 lors de la
fusion d’HONEYWELL-BULL avec la CII.
L’alternative était : soit la technologie ECL
10K/100K, boîtiers standard de l’industrie de l’époque, soit la technologie
propriétaire CML/Micropackaging avec chips nus sur substrats céramiques.
Il m’est impossible, compte tenu du temps, de détailler les forces et
les faiblesses du couple CML/Micropackaging par rapport au couple ECL/Boîtiers
sur circuit imprimé.
En revanche, l’ensemble HONEYWELL-BULL-NEC.faisait
sens pour se lancer dans un choix technologique propriétaire utilisée également
dans les grands systèmes DPS8 développés par HONEYWELL. Par ailleurs, NEC nous
apportait, grâce à sa division semi-conducteurs, l’approvisionnement des
circuits intégrés CML déjà fournis à NTT
Pour résumer très succinctement, le couple
CML/Micropackaging présentait les atouts suivants :
Gain en volume d’un facteur 10
Accroissement de puissance d’un facteur 3
Meilleur refroidissement des jonctions par la suppression du
boîtier très mauvais conducteur thermique et de surcroît très coûteux
Interface privilégiée avec le fournisseur
Très haut niveau d’automatisation en partant de la tranche
de silicium (wafer)
Différents types de wafer silicium CML ( 2,5 à 3,5 pouces de
diamètre).
Tranche de silicium avec puces CML (Wafer). Les puces
absentes ont été prélevées sur ruban
TAB
Les circuits SSI/MSI se
présentaient sur un ruban de 35mm
Trois rubans TAB 35 mm montrant différents types d’araignées
(ILB).
Ruban kapton 35mm avec « araignée » en cuivre étamé pour le
montage des puces CML en micropackaging.
Soudures Ruban TAB / Chips CML. (Inner Lead Bonds
ILB).
Puce CML montée sur l’« araignée » d’un ruban Kapton (Tape
Automated Bonding TAB)
Le premier niveau de
connexion était un substrat en céramique de 2 pouces par 2 pouces, utilisant des
connexions en films épais (encre sérigraphiée), permettant de regrouper de 1000
à 1500 portes logiques. Il préfigure le début de petits VLSI.
Couche d’interconnexion sérigraphiée sur un substrat céramique
de 2 pouces x 2 pouces
Vue, coté soudure chips, d’un substrat céramique micropackaging
montrant en transparence les différentes couches d’interconnexions
sérigraphiées.
Plots sérigraphiés sur substrat micropackaging pour la soudure
des puces CML. (OLB)
Puce CML montée sur un substrat céramique sérigraphié. Les
soudures entre puce et substrat sont les OLB (Outer Lead Bonds)
Substrat micropackaging complètement équipé avant soudure sur
plaque SP32.
Carte SP32 micropackaging équipée de 9
substrats.
Elle était enfichée dans un
fond de panier (back panel) de 16 couches par l’intermédiaire d’un
connecteur BULL, à ruban, qui assurait une impédance contrôlée entre les
différents circuits.
Fond de panier nu SP32, réalisé en 16 couches d’interconnexion
avec la technique des vias inter couches « enterrés », avant équipement
des connecteurs SC2 à ruban.
Maquette d’armoire montrant la cohabitation des packagings SP10
et SP32. (1978)
Détail d’équipement d’un connecteur à ruban SC2 sur un circuit
fond de panier SP32
Fond de panier SP 32 équipé de ses connecteurs à ruban
SC2.
La mémoire vive utilisait
des boîtiers DRAM de 64 K bits montés sur des cartes SP25 logées dans un panier
mémoire.
Carte mémoire SP25 du système TAURUS, équipée de chips DRAM 64
Kbit.
La mise au point reprenait
les techniques utilisées pour le L64 enrichies de tests capacitifs et de bits
patterns spécifiques pour les substrats équipés.
Les substrats contenaient en
outre, dans leur version mise au point, des couches supplémentaires et des plots
utilisables pour la modification (couches de réparation).
Un concept de cartes à
fenêtres a été développé pour l’observation des signaux logiques aux bornes des
chips et pour permettre les modifications par straps et coupures.
Circuit imprimé nu servant à réaliser les plaques à fenêtres
pour la mise au point des prototypes des systèmes utilisant le
SP32.
Carte SPS2 micropackaging , dite « à fenêtres » utilisée pour
la mise au point des prototypes Taurus et LEO. Les interconnexions
substrats sont réalisées en fils émaillés et les fenêtres laissent
apparaître les puces pour permettre la pose de sondes
d’oscilloscopes.(1980)
vue générale du système Ares en version biprocesseur avec trois
unités de disques. (1985)
Le premier maillon de la ligne
DPS7000 fut le système ARES d’une puissance processeur de 1 Mip/s.
L’évolution technologique nous imposait pratiquement
d’entrer dans l’intimité du silicium, c'est-à-dire de se donner les moyens de
concevoir des chips à haut niveau d’intégration.
Le choix technologique était donc celui du choix du
process qui allait devenir le futur standard de l’industrie !
A l’époque, en 1983, le débat se situait entre le
NMOS et le CMOS. Le NMOS était plus mature, mais le CMOS plus prometteur. Le
CMOS fut choisi.
Un second choix très difficile fut celui de la
méthodologie de développement : Maquettage « Hardware » ou
simulation « Software » ?
La simulation « Software» fut choisie.
Nous en reparlerons tout à l’heure avec le Développement Assisté.
Avec ces deux choix fondamentaux, nous sommes entrés
dans le cercle vertueux :
Réalisation de l’unité centrale sur une seule
plaque grâce au niveau d’intégration,
Carte unité centrale du système ARES. Les 10 VLSI composent
le processeur et le cache, la mémoire de commande est implantée sur une
carte fille équipée de boîtiers DIL
Perspective de la carte unité centrale du système ARES
montrant les connecteurs de raccordement au bus
système.
Le CMOS étant devenu le process standard de
l’industrie, une voie royale s’ouvrait devant nous pour accroître
drastiquement d’étape en étape, la performance de nos systèmes : ARES,
AURIGA1, AURIGA2, ARTEMIS2, en suivant l’évolution des process,
c'est-à-dire l’évolution de la finesse du tracé dans le silicium (la
lithographie) 2 microns, 1,2 micron, 0,5 micron, 0,35 micron…et en multipliant
le nombre de processeurs dans un système.
C’est ainsi que pour ARES:
Circuits VLSI 2 microns
Puce de 1 cm2
Wafer silicium, 3 pouces de diamètre, VLSI CMOS ARES,
lithographie 2 microns, dans son écrin de transport antistatique
VLSI CMOS ARES , 2 micron monté sur son ruban de
test.
VLSI CMOS, lithographie 2 microns, (ARES), monté sur son
cadre de test usine. (1985)
Boîtier de 224 plots
1er plan : connecteur pour VLSI CMOS ARES, monté sur Pin Grid
Array (PGA). 2ème Plan : VLSI CMOS ARES monté sur PGA avec radiateur
de refroidissement
VLSI CMOS 1,6 micron AURIGA1 monté sur son cadre de test
(1990)
Boîtier de 316 plots
Un processeur de six VLSI sur une plaque
Système de 1 à 6 processeurs
Le DPS-7000 Auriga
2 Pour AURIGA2 en 1993:
Circuits VLSI 0,5 micron (µm)
Puce de 2,25 cm2
VLSI AURIGA2 , lithographie 0,5 micron. Puce de 15
mm x15 mm contenant le processeur et le cache de premier
Niveau. Nota : 1er processeur sur une seule puce dans
l’histoire de BULL
Boîtier 428 plots
Processeur et son cache sur une seule puce
4 processeurs sur une plaque
Système de 4 à 24 processeurs
Le DPS-7000 Artemis 2
Pour ARTEMIS2 en 1996:
Version Auriga2 en circuits VLSI de 0,35 micron
(µm)
Le processeur est le chip Intel
« XEON », Le packaging et la construction sont du type standard PC
Il n’y a plus de dispute chez BULL pour les choix
technologiques matériel puisque tout est standard de l’industrie. La parole
est dorénavant aux architectes systèmes et aux développeurs de logiciels, tout
en maintenant la capacité de dialogue avec les fournisseurs de
micro-processeurs.
La qualité du travail sortant des mains d’un artiste
ou d’un artisan ou d’un ouvrier dépend à la fois de son habilité et de la
qualité de ses outils. Avec les technologies modernes ce constat reste
valable.
L’outil conserve son rôle primordial, à cela près,
qu’il a changé de nature et de destination. L’outil a changé sa nature
matérielle pour devenir « logiciel » et constitué le développement
assisté par ordinateur. En même temps, l’outil a perdu son rôle d’aide
individuelle pour devenir collectif et communiquant. Il a adjoint à sa fonction
de réalisateur celle de coordinateur d’équipe.
Le DA, durant l’épopée GCOS7, a toujours été un
auxiliaire précieux dans la maîtrise de la complexité. Au fur et à mesure de
l’évolution vers l’intégration, les investissements en outils et en compétences
DA ont été de plus en plus importants.
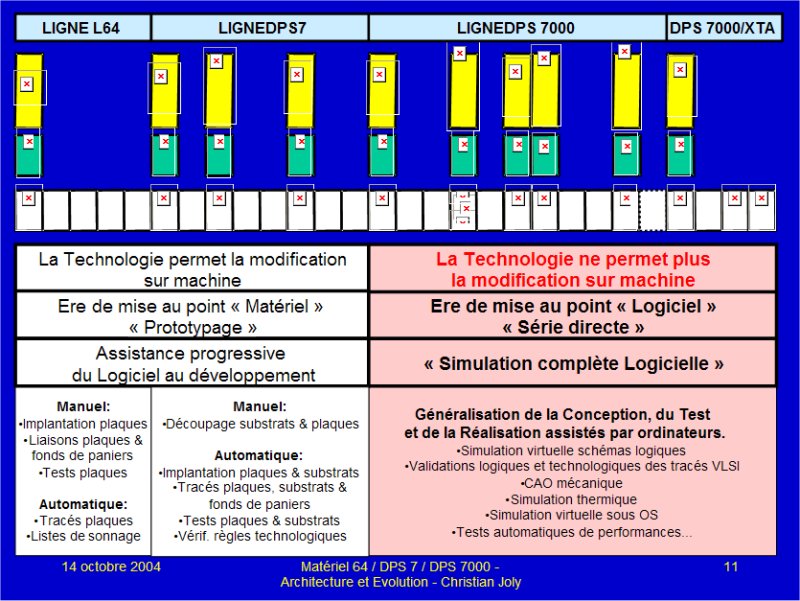
Dans l’histoire technologique de GCOS7, on pourrait
définir deux étapes majeures caractérisées par le fait que la technologie
utilisée, permet ou ne permet pas les modifications de la logique sur machine.
La période 1974-1987 permettait les modifications
sur machine en cours de mise au point.
Dés 1987, on entre dans l’ère du VLSI, la
modification sur machine n’est plus possible. On ne peut pas accéder aux
circuits enfouis dans le silicium : le metteur au point est aveugle !
De 1974 à 1987, c’est l’époque du prototypage, de
la mise au point de la logique sur machine et de l’assistance progressive du
logiciel au développement.
L’implantation du P7, plaques et fonds de paniers, a
été entièrement réalisée manuellement. Je me souviens avoir recruté plus de
cent personnes, de tous horizons, pour faire face à toutes les tâches
d’implantation.
Pour la gamme DPS7, l’implantation et le tracé des
plaques et des substrats , les séquences de test ainsi que le contrôle
automatique des règles technologiques ont été entièrement automatisées.
A partir de 1987, la technologie utilisée ne permet
plus les modifications sur machine. La logique du processeur est entièrement
« fondue » dans le silicium.
Nous sommes condamnés au zéro défaut ! Dans le
cas contraire, l’impact sur le budget alloué ainsi que sur le planning serait
insupportable. Il n’y a plus de prototypage possible : la machine doit
marcher du premier coup !
Le pari était considérable, le risque immense… mais
contrôlé.
Chaque ingénieur logicien avait son terminal connecté
au DPS8 biprocesseur qui le mettait en relation avec tous ses autres collègues
et assurait une simulation globale. Les jobs de simulation étaient lancés la
nuit, depuis des Minitels installés aux domiciles des développeurs. Chaque
ingénieur développait ainsi son VLSI dans un environnement virtuel convivial.
Ainsi avant toute fabrication de VLSI et toute
réalisation physique du système, les concepteurs étaient surs que le système
d’exploitation tournait correctement, que les règles technologiques ainsi que
les exigences du fondeur relatives à son process étaient respectées.
Naturellement tous les supports nécessaires à la
fabrication étaient générés automatiquement par ordinateur:
Masques de diffusion des VLSI
Masques des circuits imprimés plaques et fonds de
paniers
Dossiers mécaniques
Séquences de test dynamiques des VLSI et des
plaques…
Le pari a été gagné sur ARES et, bien évidemment la
méthode a été reprise et améliorée pour les systèmes suivants : AURIGA1,
AURIGA2, ARTEMIS… Elle a contribué à construire ce cercle vertueux dont je
vous parlais précédemment.
BULL s’était dotée dés 1987 d’un savoir-faire que
INTEL n’a atteint que vers la fin des années 90 !
Je vais aborder maintenant, rapidement, les grandes
phases de l’évolution de notre outil de fabrication: l’établissement industriel
d’Angers. Il est évident que les choix technologiques faits en amont ont
profondément changé les moyens et les savoir-faire d’Angers ; En résumé,
on peut dire que GCOS7 a fait passer Angers d’une culture deuxième source à une
culture première source.
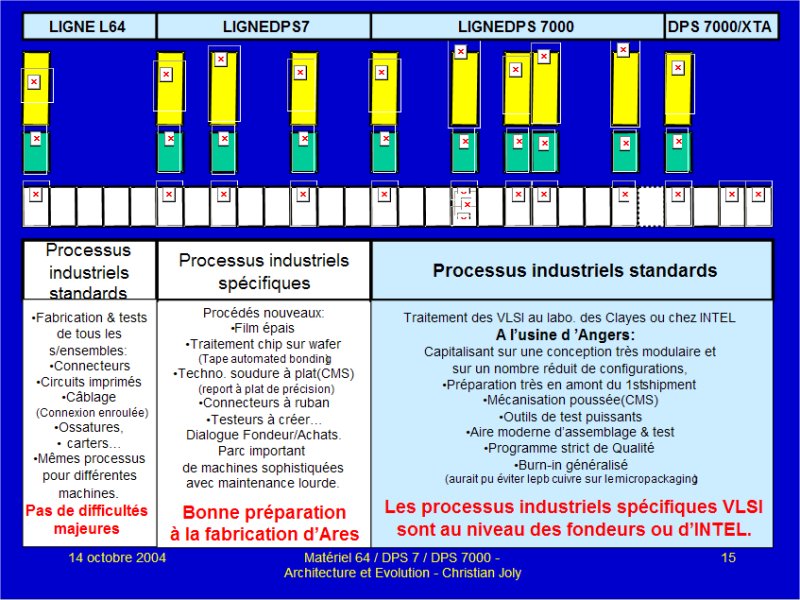
Les processus industriels mis en oeuvre par
l’établissement d’Angers pour la fabrication des autres systèmes commercialisés
par BULL permettaient de fabriquer la gamme L64 dans de bonnes conditions. Il
est à noter qu’Angers avait la charge de fabriquer et de tester tous les
sous-ensembles constitutifs du système :
Connecteurs
Circuits imprimés nus et équipés
Câblage
Alimentations
Ossatures
Carters…
La ligne DPS7 a nécessité la mise en place de
nouveaux processus industriels spécifiques au choix du couple
CML/Micropackaging.
Il a fallu construire une unité spéciale dans
l’usine dédiée à la fabrication des substrats micropack.
Vue générale de l’atelier micropackaging de l’ Etablissement
Industriel d’Angers(1981).
Machines à transférer les puces CML du ruban TAB vers les
supports diapositives utilisés sur les machines de report OLB.
Vue générale de l’atelier micropackaging de l’Établissement
Industriel d’Angers(1981). Montages des puces CML sur cadre
diapositives.
Vue générale de l’atelier micropackaging de l’ Etablissement
Industriel d’Angers(1981). Test visuel sous binoculaire des diapos /
puces CML.
L’usine a fait ses premières incursions dans
l’intimité des wafers silicium.
* Bobine de ruban TAB 35mm équipée de chips CML et sa boîte
métallique de manutention. NB: Les spires portant les chips sont isolées
les unes des autres grâce à un ruban plastique « interposer ».
Machine à tester les puces CML montées sur
diapositives.
Banc de test des puces CML montées sur
substrat
La maîtrise de la fabrication d’interconnexions par
film épais (Sérigraphie).
A gauche : Cliché photographique pour fabrication des écrans
à sérigraphier les substrats micropackaging. A droite : Ecran
de sérigraphie en toile métallique très fine, utilisé sur les machines à
sérigraphier.
Machine à sérigraphier les substrats céramiques SP32. Atelier
micropackaging de BULL Angers (1981)
Fours automatiques servant à la cuisson des encres
sérigraphiées sur les substrats céramiques.
Vue générale de l’atelier micropackaging de l’ Etablissement
Industriel d’Angers(1981). Fabrication des écrans de sérigraphie.
La soudure à plat par re-fusion (reflow
soldering) qui préfigurait la future technique CMS (Composants Montés en
Surface).
Puce CML soudée sur ses plots OLB du substrat
sérigraphié.
Il a fallu développer des compétences nouvelles
pour dialoguer avec les fabricants de circuits intégrés (interface wafer).
Puces CML sur wafer
silicium.
Cette étape, qui a été difficile, a bien préparé
l’usine à l’étape suivante : ARES.
Avec la gamme DPS7000, les VLSI ont remplacé le
premier niveau de connexion réalisé par les substrats micropack.
L’usine a capitalisé sur les process industriels et
logistiques développés dans le cadre du DPS7.
Par contre, l’usine a du acquérir la maîtrise de
l’encapsulation des chips VLSI ainsi que le report à plat des composants sur les
circuits imprimés par la technique CMS. Avec ARES, le programme Qualité a été
scrupuleusement appliqué. Les relations entre les équipes d’études et la
fabrication ont été excellentes sous l’impulsion du Symposium tenu à Caen en Mai
1985. La technique du déverminage avant livraison en clientèle a été
généralisée (« Burn-in »)
Cependant, l’avènement des VLSI a réduit
considérablement le nombre d’heures usine nécessaires à la réalisation d’un
système, ce qui a obligé à une ré-orientation des surcapacités industrielles et
l’arrêt de certains secteurs de l’usine : tôlerie, peinture,
câbles… Avec la gamme DPS7/XTA, le phénomène n’a fait que s’aggraver.
Je dirai pour conclure cette trop rapide
rétrospective: Quand j’ai reçu, au nom de la compagnie BULL, le
trophée de l’innovation 1988 « Albert Costa de Beauregard » pour le
projet Ares DPS7000, j’avais déclaré que ce projet était « l’Enfant de l’audace ». J’ose
dire aujourd’hui que l’ensemble du projet GCOS7 est devenu un exemple majeur de
l’audace. Au-delà de ce survol trop rapide et quelque peu surréaliste,
l’épopée GCOS7 est et restera une immense aventure technique et humaine.
Une aventure internationale et planétaire
car : ‘’le soleil ne se couchait jamais sur les technologies de la
famille GCOS7’’. Un choc, puis une alliance des cultures techniques
américaines, japonaises et européennes.
Ce fut toujours un enrichissement technique et
humain. Aux équipes GCOS7 la fierté d’avoir été en phase avec
l’évolution technologique et même d’avoir été leader à certaines époques.
Je vais vous faire une confidence : l y a
trente ans, j’ai reçu dans mon bureau un jeune homme décidé qui m’a raconté son
aventure. Il s’appelait Roland MORENO. « Je reviens, me dit-il, des
Etats-Unis où j’étais il y a quelques jours chez HARRIS Semi-conducteurs. Je
leur ai demandé leur aide pour insérer une puce mémoire dans l’épaisseur d’une
carte en plastique, type carte de crédit. Savez-vous ce qu’ils m’ont
répondu ? Allez donc voir les équipes BULL de Saint OUEN, ils savent déjà
faire cela. Je viens donc vous voir pour vous demander si vous savez faire
cela » Je lui ai confirmé notre savoir-faire et c’est ainsi que nous
avons réalisé chez BULL, les premiers prototypes de cartes à puce grâce à la
technologie du micropackaging. Sans le savoir, vous avez tous du
micropackaging dans vos poches !
GCOS7 a profondément modifié et même bouleversé nos
organisations.
Nous sommes passé en vingt ans d’une structure
taylorienne à un fonctionnement en mode projet.
Des métiers entiers : dessinateurs, implanteurs,
mécaniciens, câbleurs de prototypes, soudeuses, tôliers, peintres, metteurs au
point de prototypes…, ont disparu de chez BULL, remplacés par des automates ou
sous-traités à l’extérieur. La convergence de l’irrésistible montée en
puissance de l’intégration dans le silicium et la mise en place du programme
Qualité chez BULL, nous ont contraints à développer des outils puissants d’aide
à la conception et à la fabrication.
Ces outils nous ont permis de manager de façon
contrôlée le risque et la complexité d’un tel projet. Je n’exagère pas en
vous disant qu’il existait peu d’équipes dans le monde de l’informatique des
années 85, capables de conduire avec succès des projets du calibre d’ARES ou
d’AURIGA.
Les produits standard à la disposition de notre
industrie sont actuellement de plus en plus puissants et de moins en moins
chers. C’est pourquoi porter GCOS7 sur les microprocesseurs du commerce était
incontournable. Est-il venu le temps chez BULL où le métier de
concepteur de VLSI va disparaître ? Heureusement, il y a encore
l’architecture des systèmes et la conception de logiciels. Ainsi va la
vie ! Et comme dirait Jean d’ORMESSON : « C’était bien »