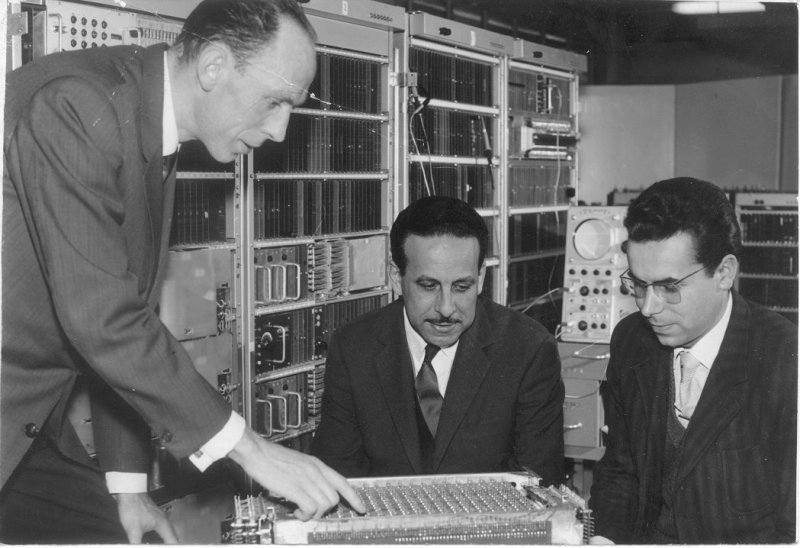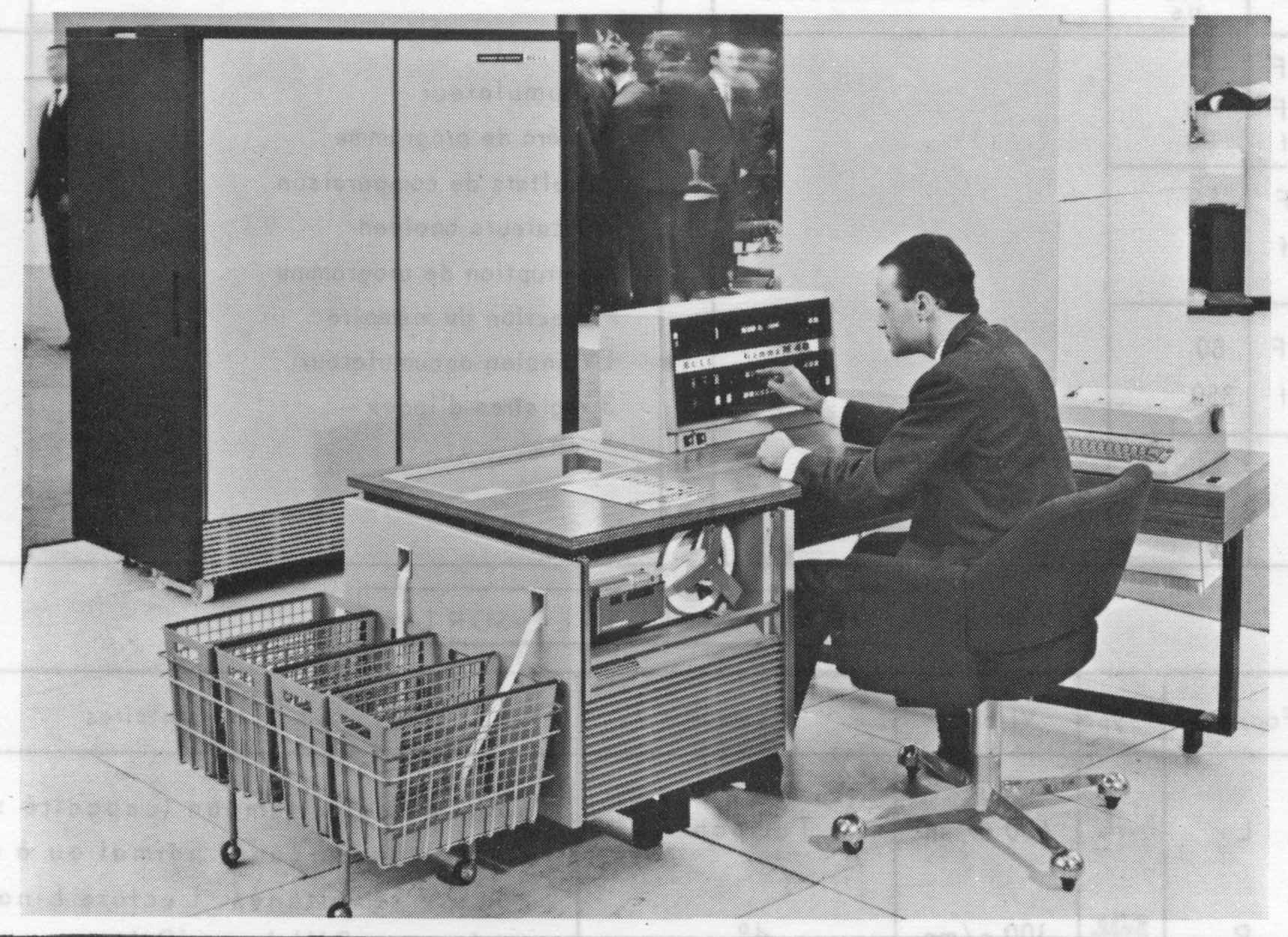
photographie du prototype M-40 exposé au SICOB 1964
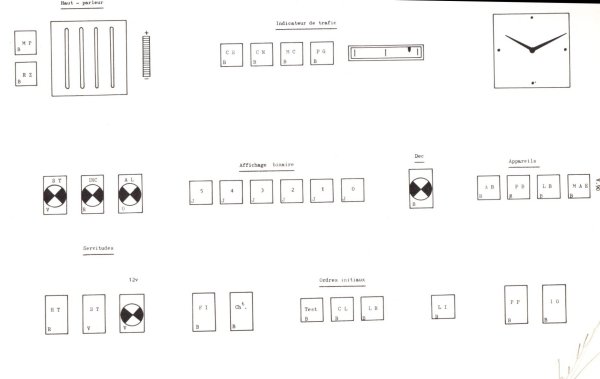
Jacques Newey, au pupitre
RESUME |
SUMMARY |
| Ses créateurs: L'étude d'une machine Bull originale fut lancée sous la direction de Georges Lepicard, un ancien de la CAE, pour l'unité centrale et Maurice Bataille pour les entrées-sorties spécifiques (convertisseur analogique/numérique et vice-versa, entrées de positions de contacts et sorties de commandes de relais). La technologie TC2 (petites plaques et transistors, résistances et capacités soudés) utilisée sur cette machine a entièrement été étudiée par Bull.
Logiciel: Si pour beaucoup d'applications d'automatisme de l'époque, il n'y avait pas de système d'exploitation, François Sallé avec Jacques Newey développa pour la M-40 un système superviseur avec multiprogrammation et un moniteur de travaux destiné au marché scientifique. Dans ce système le logiciel d’accés aux périphériques était localisé dans le moniteur ce qui donnait aux programmes utilisateurs une indépendance par rapport aux périphériques et simplifiait l’adaptation du système aux différentes configurations. C’était, sans utiliser le nom, le concept de driver de périphérique que l’on trouvera de façon générale dans les logiciels pour les micros. Lorsque le tambour Bull fut connecté à la M-40 en 1964, l'équipe de François Sallé et plus particulièrement André Bensoussan et Michael Spier développèrent un système time-sharing permettant à une dizaine de personnes de programmer en langage interprété LSA. |
Its
designers: The study of this original Bull system was initiated by Georges Lepicard, previously at CAE, for the central unit. Maurice Bataille was responsible for process control I/O subsystems (including AD and DA converters and digital relays controls). The TC2 technology (small boards and discrete transistors) has been entirely designed in Bull.
|